
 手机网站
手机网站
手机网站
手机网站
 MES软件
MES软件
613x466 - 66KB - PNG

1080x810 - 92KB - JPEG
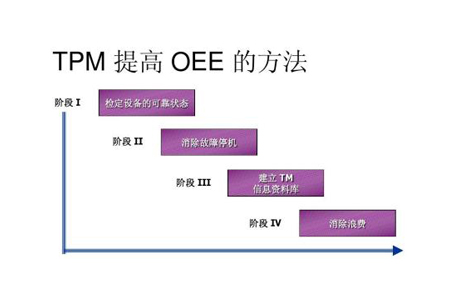
 OEE、MTBF, MTTR培训PPT
OEE、MTBF, MTTR培训PPT
1080x810 - 82KB - JPEG
 oee ppt下载
oee ppt下载
854x1447 - 216KB - JPEG
 设备管理OEE管理的核心要点
设备管理OEE管理的核心要点
450x300 - 33KB - JPEG
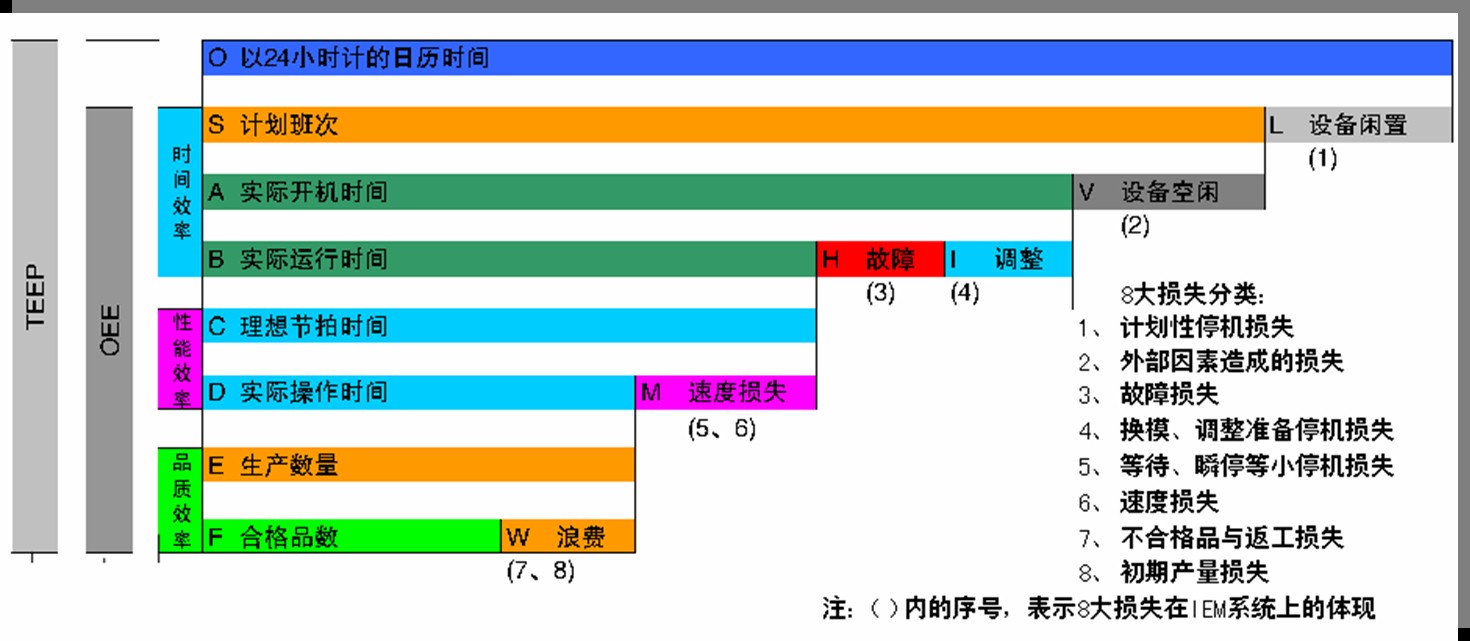
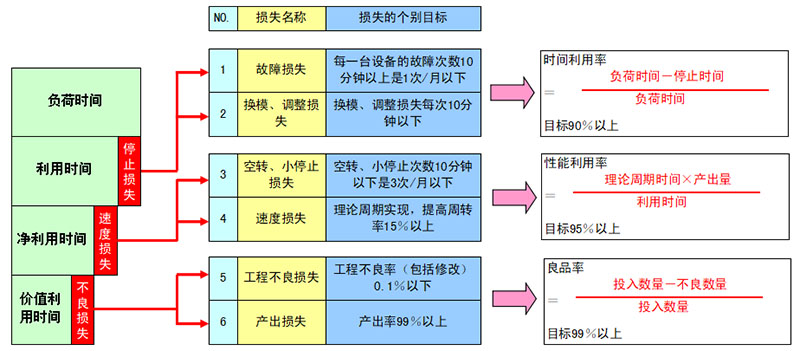 设备的六大损失及与OEE的关系
设备的六大损失及与OEE的关系
800x351 - 91KB - JPEG
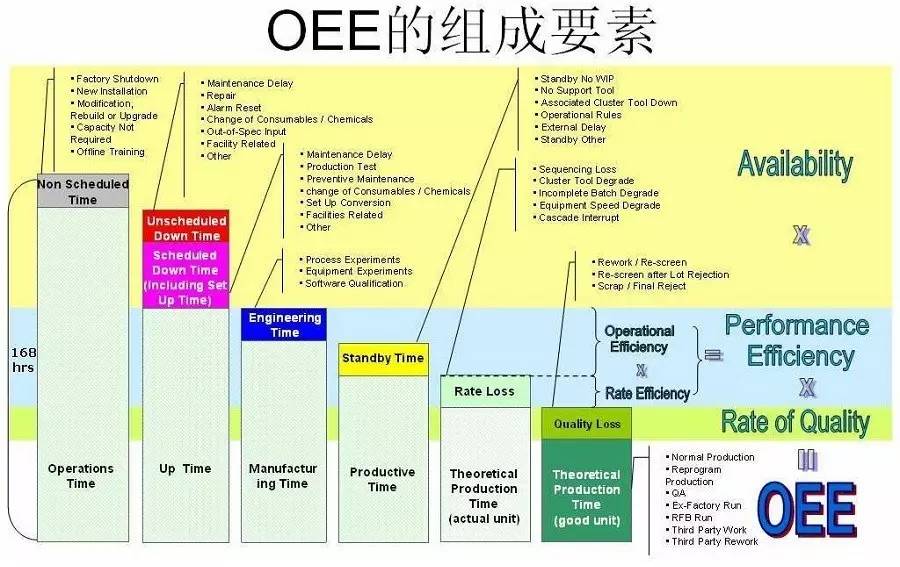
 经典OEE培训教材--认识OEE(整体设备效能)
经典OEE培训教材--认识OEE(整体设备效能)
640x453 - 40KB - JPEG
 如何利用OPE和OEE快速提升效率,你只
如何利用OPE和OEE快速提升效率,你只
957x550 - 105KB - JPEG
 如何用OEE来指导生产改善(知识贴干货)
如何用OEE来指导生产改善(知识贴干货)
900x567 - 84KB - JPEG
 OEE(设备综合效率)PPT
OEE(设备综合效率)PPT
960x720 - 65KB - JPEG
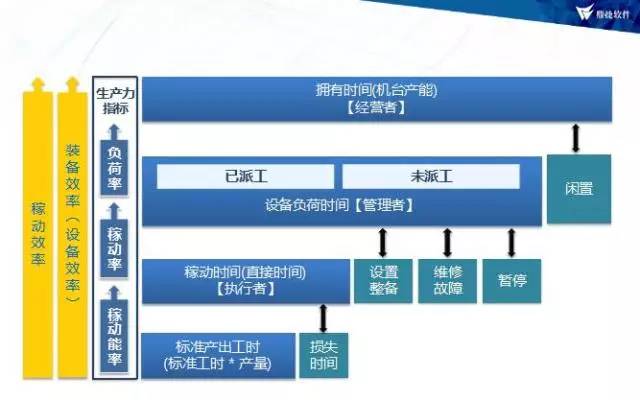 让你的车间更智能,鼎捷SMES横空出世!
让你的车间更智能,鼎捷SMES横空出世!
640x400 - 27KB - JPEG
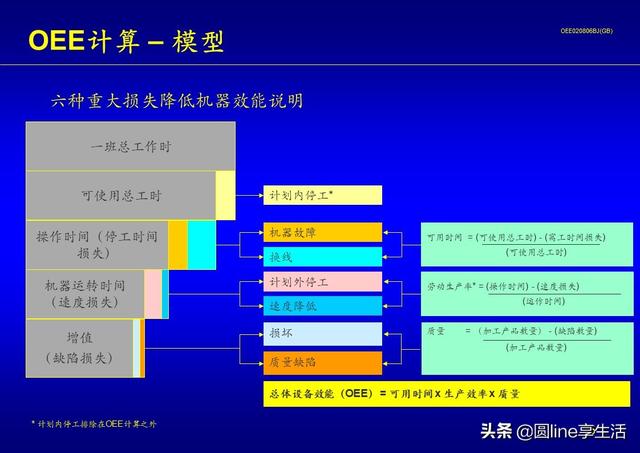
 OEE(设备总效率)的定义与计算
OEE(设备总效率)的定义与计算
1170x810 - 54KB - JPEG
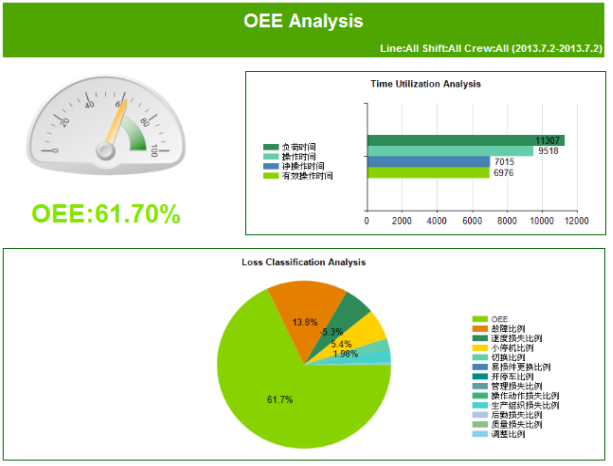
 OEE计算与分析
OEE计算与分析
1080x810 - 78KB - JPEG
 如何确保设备利用率数据真实?
如何确保设备利用率数据真实?
1470x641 - 153KB - JPEG
 设备管理TPM--整体设备效率管理(OEE)_
设备管理TPM--整体设备效率管理(OEE)_
554x326 - 62KB - JPEG
